“Anything under a thousandth is just crazy!” The Natech Engineer was just given a flatness requirement of 0.0005 mm per mm on plastic slides that measured 50 mm x 25 mm x 1 mm. You can think of plastic injection molding as a thermodynamic process with multiple factors that contribute to variation. Where will the part shrink as it cools? How much will it shrink? This challenge pushed the boundaries of what seemed feasible.

The extreme flatness would allow a microscope lens to focus with precision. But if the part flatness varied, the camera would not focus properly. Glass could achieve the flatness, but the part also required a coating that would not bond properly to a glass surface. The client selected polycarbonate to replace the glass slide. If plastic injection molding could reliably produce the plastic slides, this would present a major quality and cost victory for the client.
The diagnostics client also wanted a high surface finish on the mold. Optical clarity would permit accurate reading of the sample on the plastic slides.
The Natech Engineers had to balance the tradeoffs of the diagnostics client’s requirements with the risks inherent through the manufacturing process. This meant integrating the mold construction, mold polishing, and mold processing to produce plastic slides that conformed to requirements at scale.
Tactic
During the injection moldmaking process, CNC mills can achieve high levels of flatness in the single-digit microns. To achieve a high surface finish on the plastic slides, the mold would require a polished surface, which would cause variation and possibly contribute to waviness in the mold.
Using EDM to burn the features in the mold could achieve flatness but would not achieve the surface finish. Because of this, the moldmakers would have to manually polish the mold. Manually polishing would cause variation in the flatness of the plastic slides.
Grinding offered the flattest option. This method would be more expensive, but yielded the lowest risk to flatness variations in the plastic slides. This would still require minimal polishing, which should result in minimal flatness variation.
Action
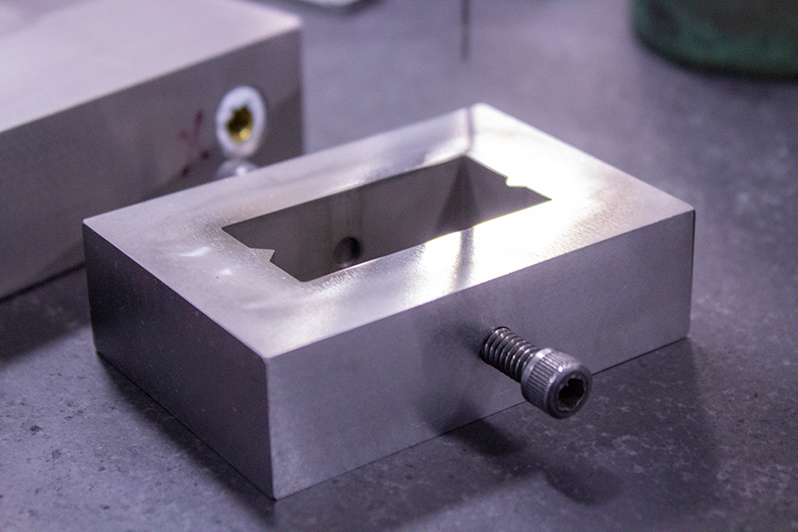
By grinding the surfaces, the mold held extremely tight flatness tolerances. The four-cavity mold used cavity inserts to form the main features of the plastic slides. Polishing the cavity inserts risked creating a taper along the outer edges of each cavity. So the moldmakers created a fixture so the polisher could polish evenly across the entire face of the cavity.
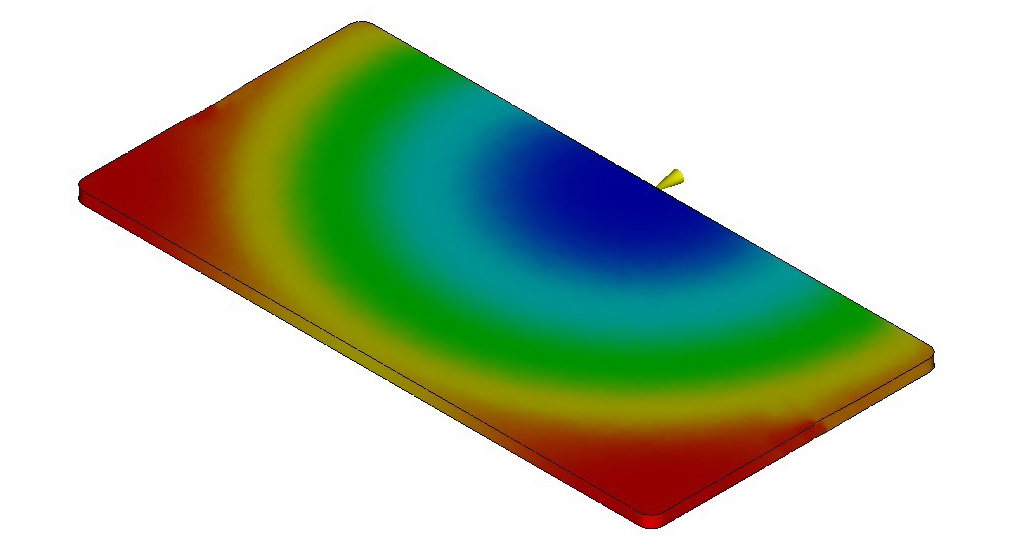
During mold design, the process engineer had used Moldflow Analysis to identify the optimal gate location. The simulation identified the middle of the long wall as the best gate location with a fan gate, which is a type of edge gate.
During mold sampling, the process engineer performed a short-shot progression followed by a pack study and gate seal study. This defined the processing window that would reliably produce conforming parts.
Result
The samples of the plastic slides passed first article inspection. The client tested the parts and approved the flatness.
Sometimes pushing the boundaries requires engagement of the broader team. Replacing a glass slide with super flat plastic slides might seem unattainable at first, but master moldmakers collaborating with scientific molders can identify risks early and draw upon their experience for creative solutions to the challenges that emerge. Doing the preparation work on the front end can make the impossible seem easy on the back end.
To ensure your product meets even the strictest flatness requirements, call to speak to us at (732) 381-6106.
When complicated molding and tooling issues strike medical molders, they turn to Paul Thal for honest, reliable and intelligent support. As a team player willing to lend a helping hand, Paul gives clients technical expertise in a collaborative way which leads to strong industry friendships.