As an injection molder you want your plastic parts to eject easily, consistently, and quickly. When parts get stuck in the mold, they get damaged, or the mold components break. In either case, you do not get the mold performance you deserve. These issues will cause longer cycle times with increased costs and manufacturing delays.
After 40 years in the moldmaking industry, I have dealt with ejection problems over and over again. I have found that the mold designs often lack a structured ejection strategy. Designing a robust ejection strategy into your mold design helps eliminate these issues.
A robust ejection strategy balances the different tradeoffs. During mold design you must decide how much to eject, where to eject, and how to eject. You must examine mold / part interaction, ejection component interactions, maintenance / longevity, and costs for each mold design decision. The table below clarifies the moldmaker’s decision-making process behind a robust ejection design strategy.
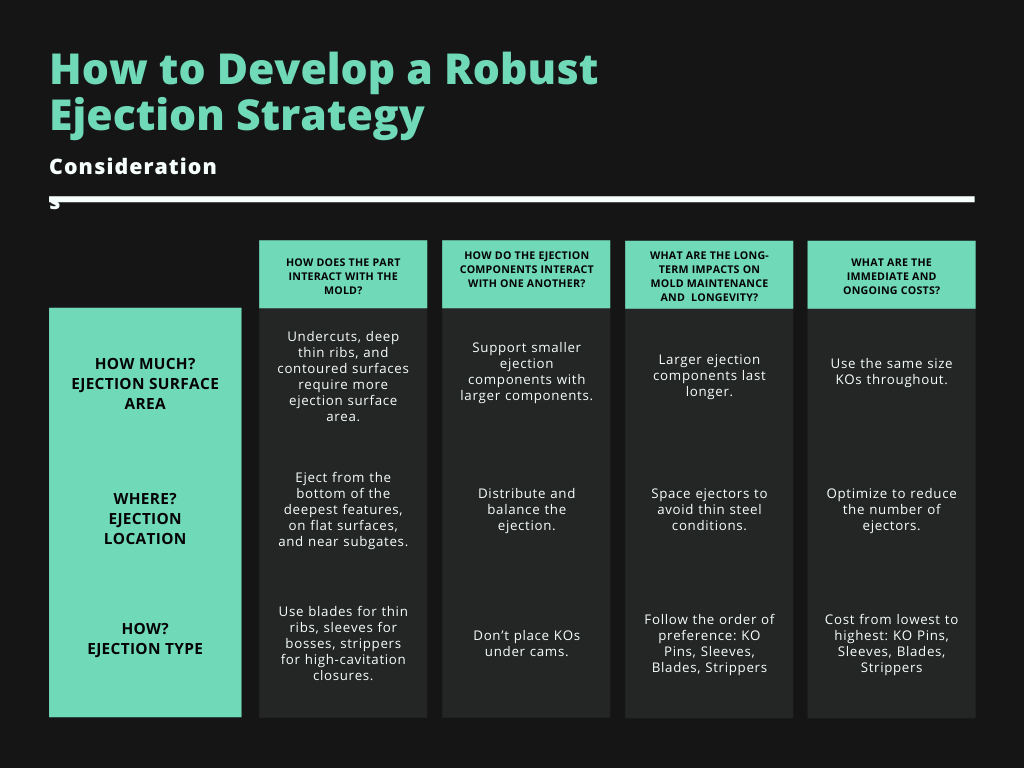
Ejection Surface Area
You want to use as much ejection surface area within reason. Plastic part size and geometries will drive your ejection surface area decision. A 2” x 3”-sized flat part could eject with two 1/4”Ø KO pins. If you add multiple ribs to that same part, it would not eject with those same KO pins.
Some plastic part geometries demand small ejection surface areas. Small ejection features might not adequately eject the plastic part, and they could wear down more quickly. Supporting those fragile ejection components in the mold with larger ejection components nearby will aid in removing the plastic part from the injection mold and will reduce wear on the smaller ejection feature. A 1/32ӯ KO pin underneath a small boss can be supported by a larger pin on the surface next to the boss to help release the plastic part from the injection mold.
You should design the mold with the largest KO pin compatible with the feature being ejected. Smaller ejection components increase breakage risk. A 1/32ӯ KO pin will bend or break before a 1/16ӯ KO pin. However, you should balance this against using a very large KO pin. With larger KO pins, the surface area in contact with the injection mold increases which causes more wear and the risk of pickup. For injection molding press sizes under 200 tons, KO pins between 1/16ӯ and 1/4ӯ perform the best.
Consistency of KO sizes in an injection mold design provides cost benefits for the design, manufacture, and maintenance of the tool. This reduces the risk of improperly assembling your injection mold during maintenance.
Ejection Location
The ideal surface for ejection is a flat one allowing the use of KO pins ground to the proper height. In the case where a feature does not provide a flat surface, the ejector component can conform to the part geometry. Severe contours require part design alterations. Recessed flats promote proper ejection because they provide a parallel surface to the parting line making the plastic part easier to knockout.
Deep features in a plastic part escalate the ejection challenge. To ensure proper ejection the features should support the use of a KO pin or KO blade underneath to lift the part from the injection mold.
Subgates should get support from a KO near the gate location. Locating a KO pin near the subgate ensures proper lifting of the plastic part and shearing of the gate with minimal vestige.
Insufficient ejectors cause plastic part imperfections and ejector breakage. Err on the side of more ejectors than required. Use caution because too many ejectors increase wear and cost of the injection mold. Ejectors placed too closely together cause thin wall conditions in the steel mold. They also cause extra work in the modification of the KO bodies and heads. The adept moldmakers optimize the number of ejectors while maintaining proper steel conditions. You want your moldmaker to balance the layout of the ejector locations to uniformly lift the part.
Ejection Type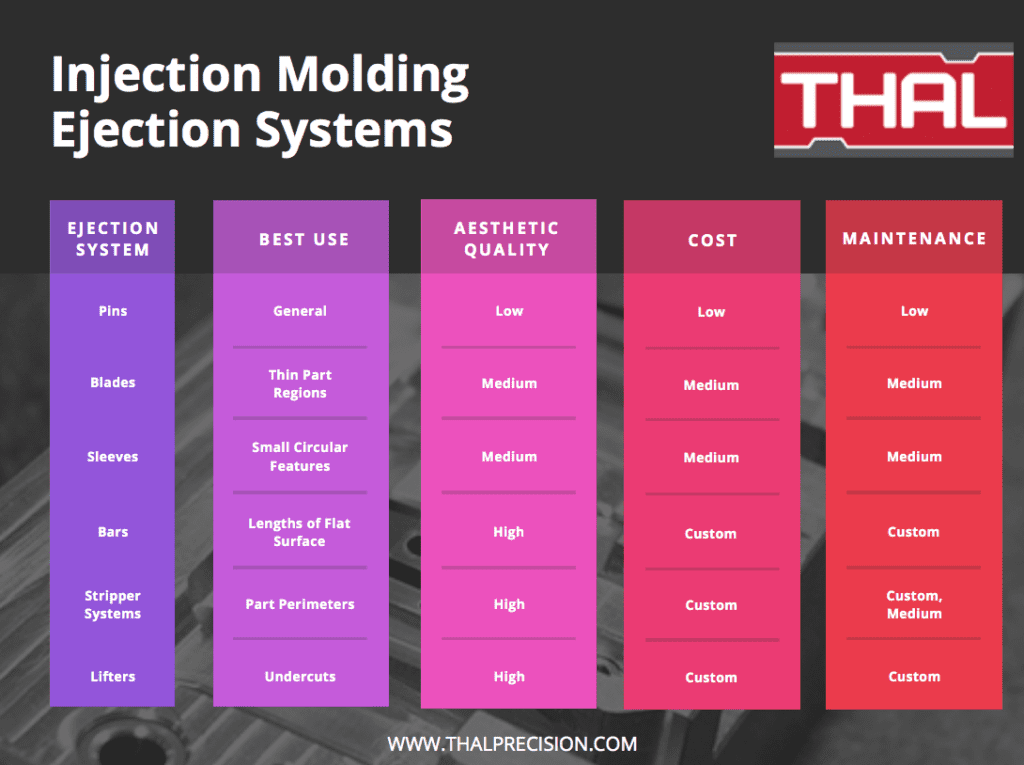
In an ideal world, your moldmaker would only use KO pins in your plastic injection mold. However, most injection molded parts are just not that simple.
KO Blades increase the ejection surface area more than KO pins. The rectangular shape of the blade lends itself to ejecting ribs. A 1/32 KO Blade offers more surface area than a 1/32 KO Pin which makes it stronger and better suited for this application.
Sleeves eject boss features best. A sleeve, a hollowed out KO pin, fits over a center core pin. It forms the internal geometry of the part while the sleeve ejects on the outside diameter of the plastic part. Experienced moldmakers use standard sleeve sizes to reduce cost and ease maintenance.
Strippers eject high cavitation closure molds. An entire stripper plate ejects 32, 64, 128 or more parts at one time. Strippers also eject unique shapes along the outside of the part. The inside of the stripper plate follows the outside contour of the plastic part. During ejection the stripper plate lifts the outside of the part to eject from the injection mold.
If a cam does not retract properly, a KO pin placed underneath the cam will damage the mold upon ejection. Your moldmaker should avoid having ejector components underneath any cams.
The injection mold designer should follow the preferred order of ejection types. KO pins are reliable, inexpensive to purchase, easy to install, easy to maintain, and easy to modify. Sleeves increase the expense to purchase and install. KO blades require extra cost for the pocket and fitting. Strippers offer the most expensive of the ejection options since they are a completely custom component driven by the part geometry.
Conclusion
Developing your ejection strategy starts with an overall consideration of the mold design in relation to the part design which will illuminate how each of the ejection components interact with one another and the molded part. The types of ejection chosen will factor into the immediate costs of building the mold and also the long-term costs of maintenance. A robust ejection strategy will improve the quality of the parts, optimize the immediate and long-term costs related to the mold, and increase the time the mold spends making parts.
Paul Thal is the General Manager at Thal Precision.