What are the last words any plastic injection molding manager wants to hear? “Something happened. We have to stop the mold and pull it from the press.” A panicked onslaught of questions follow. “What happened? What do we need to do? How long will the moldmaker take? What does this do to our production schedule?”
Any moldmaker can tell you improper ejection of plastic parts has caused this chaotic situation far too often. Improper ejection stems from the inadequate part design for ejection, inadequate ejection surface area, improper ejection locations, and the wrong type of ejection. The injection molded parts may not eject properly. The plastic parts may deform. KO Pins may break or wear. As a result, parts can go out of spec. Plastic parts can stick in the mold and damage the tool increasing downtime. Cycle times can increase leading to slower lead times and higher cost.
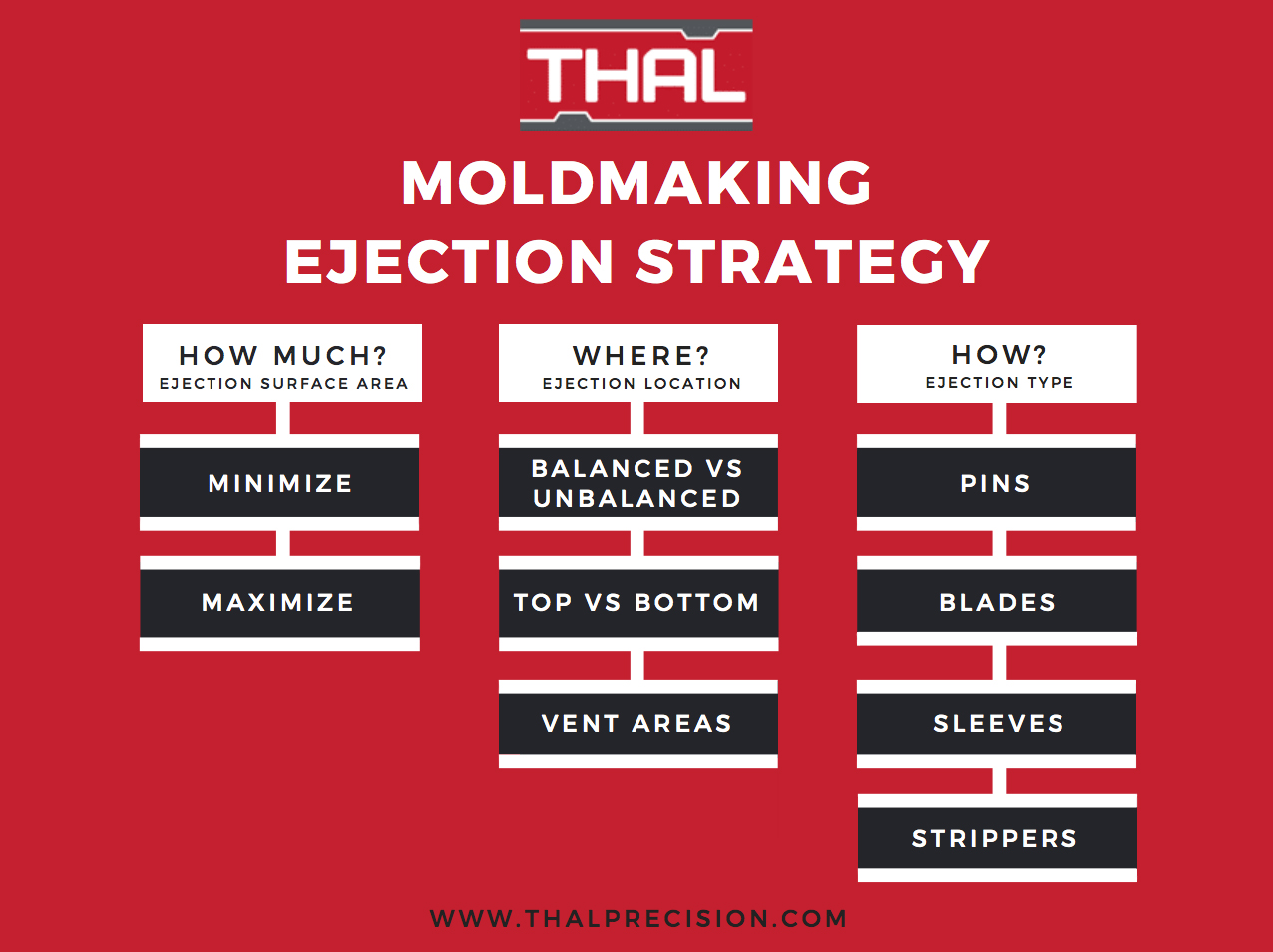
The experienced moldmaker will form a robust ejection strategy during mold design to avoid these problems. What is a moldmaker ejection strategy? The moldmaker ejection strategy includes part design for ejection, ejection locations, and ejection types.
Plastic Part Design for Ejection
The moldmaker ejection strategy starts during part design. Plastic parts require draft to release. Smoother finishes facilitate ejection. Softer materials may require additional ejection features. Challenging features require special ejection consideration. For example, a deep thin rib in a part may require a KO boss in the part design.
Ejection Surface Area
The moldmaker must assess the surface area necessary for proper ejection based on part size and geometries. Insufficient ejection surface area results in component breakage, part deformities, and slower cycles. Uniformly distributing ejection will lift the plastic part evenly from the mold.
The moldmaker want to steer towards larger ejection surface areas. Smaller ejection features on the plastic part require smaller ejection components. Smaller components introduce installation difficulties and wear and breakage risk because of their fragility. This increases costs to both the tool build and long-term maintenance. Best practice tells us to avoid using KO’s under 3/64” in diameter. Thin-wall diameters in plastic require custom thin-wall sleeves. Sleeves of this type are expensive to manufacture and will not last as long as a standard sleeve.
Ejection Locations
During mold design, the moldmaker must determine the proper locations for ejection. Ejectors must be spaced to allow the plastic part to lift uniformly. Best practice would require ejection points at the deepest areas of the plastic part.
You want to make ejection decisions with consideration for the entire injection molding system. Ejection locations can support venting of the part. For example, a KO pin located opposite the gate can be vented to allow for easier filling of the part.
Ejection Types
The most common type of ejection used by every moldmaker is the knockout pin (KO pin for short). This is the most economical, easiest to install, and easiest to maintain of all the standard ejection components. However, a KO pin cannot satisfy all ejection needs.
KO blades work similarly to KO pins, but the rectangular shape makes them more difficult to install and maintain. Sleeves eject boss features and slide over a core pin which molds the internal ID of the boss. When the outside wall of a part does not support the ejection types described above, it may lend itself to the use of a stripper. Stripper ejection usually includes a plate with the center machined out to follow the outside contour of the part. Raising this plate ejects the molded part. You can read more about selecting the right plastic ejection types here.
Conclusion
A thorough ejection strategy start during the plastic part design. The experienced moldmaker will design an ejection strategy that improves the quality and lifetime of the mold. This gives the injection molder both decreased cycle times and improved mold performance at a greatly reduced risk over the long term.
Paul Thal is the General Manager at Thal Precision.